 Русский
Русский English
English
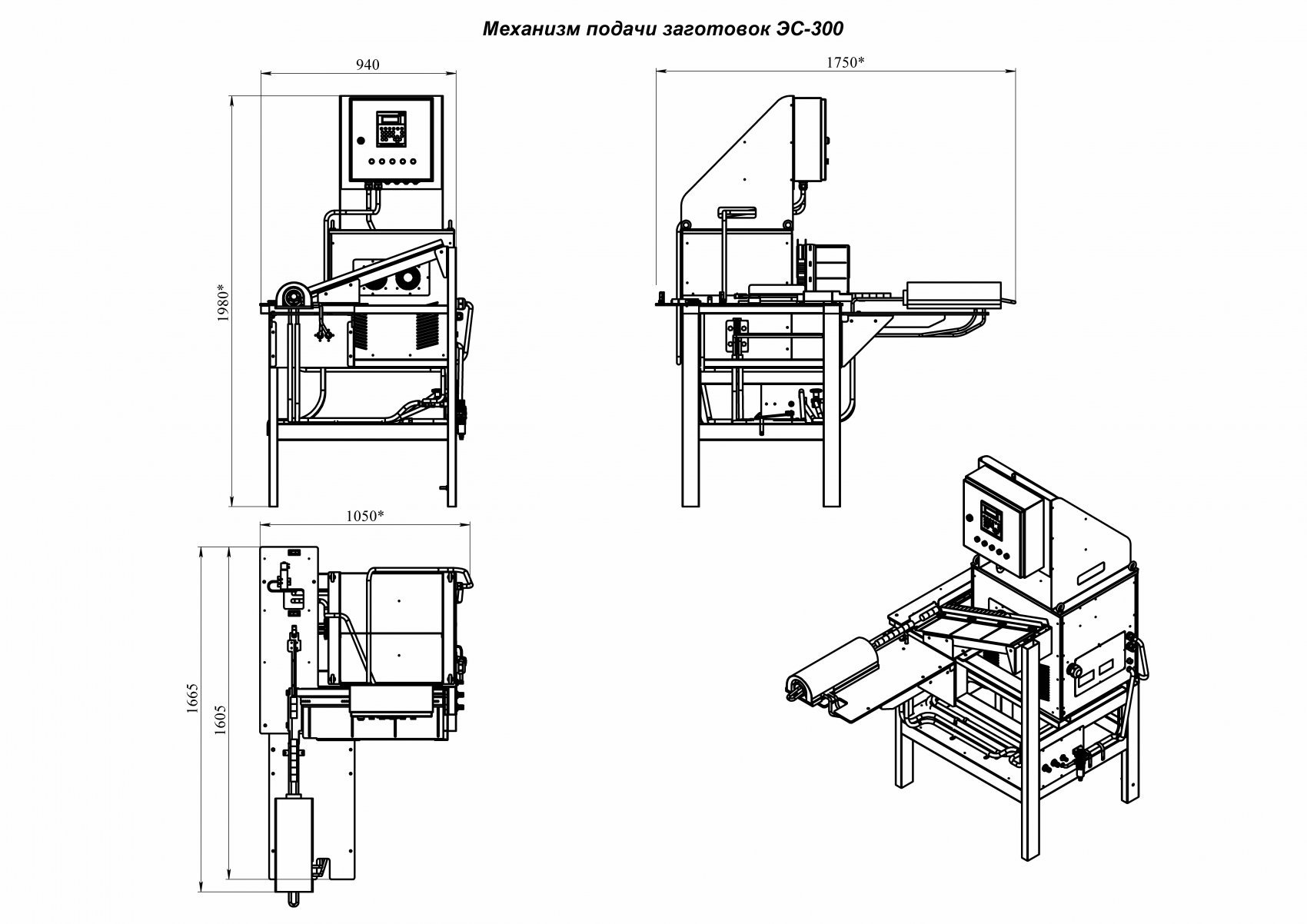
Механизм подачи заготовок ЭС-300
Special Price Узнать цену
Кузнечные индукционные нагреватели (КИН) предназначены для нагрева мерных стальных заготовок круглого сечения перед пластической деформацией в кузнечно-прессовом производстве.
Предлагаемые КИН изготавливаются на основе установок индукционного нагрева серии IHM, имеют компактные размеры и сравнительно не большую массу.
Интерфейс оператора
Программирование режимов нагрева производится с помощью программируемого логического контроллера (ПЛК).
Такие параметры, как темп выдачи заготовки, напряжение питания, наличие или отсутствие фаз, выходное напряжение, выходной ток, время нагрева выводятся на жидкокристаллическом индикаторе ПЛК.
Программа пульта управления обеспечивает ряд режимов нагрева.
Интерфейс пользователя на русском языке (поддерживает два дополнительных языка), Выбор языка производится на панели ПЛК.
Разработка индукторов
Индукторы изготавливаются из медной водоохлаждаемой трубки прямоугольного или круглого сечения. Футеровка индуктора выполнена из жаропрочных материалов.
Охлаждение
Охлаждение внутренних блоков и индуктора IHM производится неагрессивной жидкостью (водой) при температуре не выше 40°C и выше точки росы.
Температура воды и скорость потока контролируются для обеспечения защиты оборудования.
Подача заготовок
Подача заготовок в индуктор осуществляется пневмоцилиндром, позволяющим отрегулировать скорость загрузки и возврата толкателя.
Имеется система слежения загрузки лотка. В случае заклинивания механизма загрузки или детали производится аварийное отключение нагрева.
Питание
Подключение производится к трехфазной сети 380/220В +10/-15% с частотой 50 ± 1 Гц.
Внутренняя диагностика
Выводимые сообщения на дисплее и журнал событий позволяют оператору выявить причину выключения нагрева (высокая температура, отсутствие в лотке деталей, превышение частоты, тока, активация внешней блокировки и др).
| Максимальная мощность установок индукционного нагрева | 50-300 кВт |
| Диаметр обрабатываемых деталей | 18-60 мм |
| Максимальная длина обрабатываемых деталей | 300 мм |
| Темп выдачи заготовок | от 6 сек/шт |
Похожие

Механизм подачи заготовок ЭС-150
Узнать цену