 Русский
Русский English
EnglishСборка разъединение деталей с натягом
Наше индукционное оборудование возможно применять для операции нагрева перед горячей посадкой, и нагрева для разъединения сопряженных деталей.
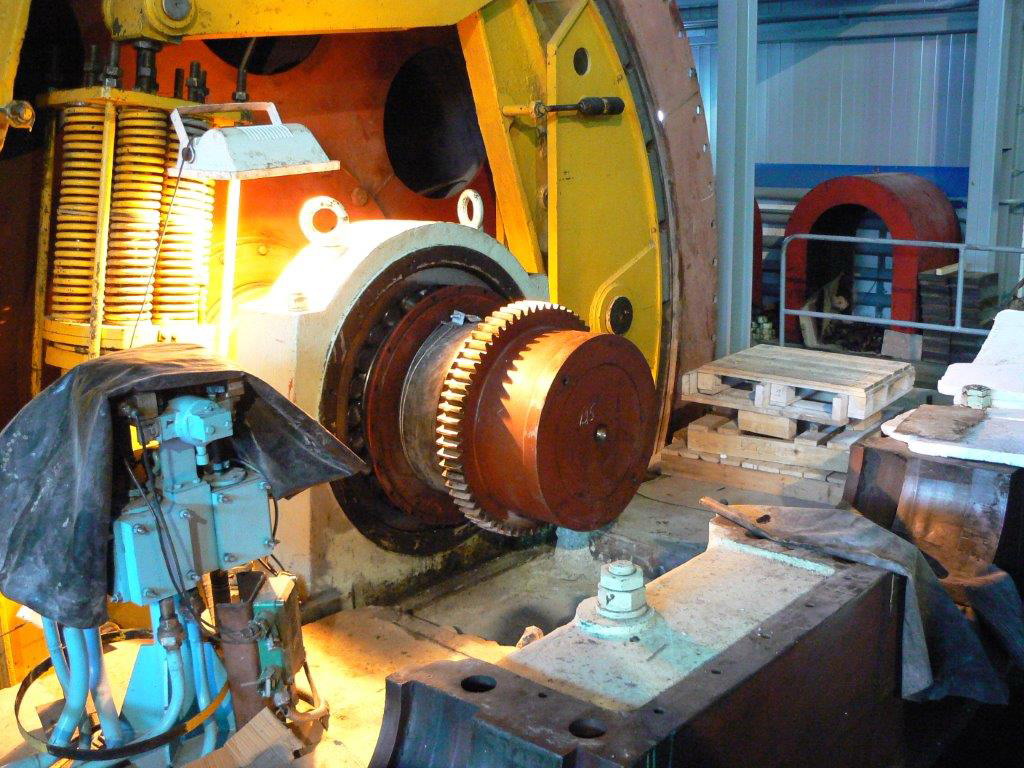

Посадка с нагревом заключается в том, что одна из сопрягаемых деталей (охватывающая) нагревается до необходимой температуры, габариты ее увеличиваются, достаточно для свободной посадки на другую (охватываемую) деталь, после посадки деталь остывает и плотно охватывает внутреннюю. Температура нагрева зависит от размера сопрягаемой детали и заданной величины натяга, и обычно не превышает 300С.
В ходе проведения ремонта узлов сопряженных горячей (напряженной) посдкой, для разъединения деталей требуется более интенсивный нагрев, что позволяет оставить ось (вал) достаточно холодным при нагреве наружней детали. Часто нагряженные детали поле многих лет эксплуатации не возможно разъденить без применения комбенированного способа нагрева с использованием прессового усилия.